Будівельні машини і устаткування, довідник
До атегорія:
Технічне обслуговування автомобілів
До слюсарним і механічним роботам при ремонті блоків циліндрів двигунів відносяться підготовка до заварці і обробка після заварки тріщин і обломів блоку, заміна втулок під шийки розподільного вала, обробка отворів під штовхачі клапанів, обробка площин прилягання головок циліндрів, відновлення різьбових отворів і ін.
Тріщини і пробоїни в блоках можуть виникати в результаті Удару, замерзання води в системі охолодження, а також різкого охолодження перегрітого двигуна. Перед заваркою тріщину обробляють під кутом 120 ° на глибину 3-4 мм і по її кінцях свердлять отвори 0 3-4 мм. Для оброблення тріщин в основному застосовують пневматичну машинку з абразивним кругом. Поверхня металу навколо тріщини на 15-20 мм очищають від іржі і бруду.
Заварку тріщин ведуть переривчастим швом з подальшою заваркою пропусків у зварних швах.
Тріщини, що проходять через нижні перемички між циліндрами, відновлюють заваркою з приваркой прутка на перемичці і постановкою стяжних шпильок на епоксидної смолі.
На місці пробоїни накладають сталеву пластину завтовшки 2,0-2,5 мм так, щоб вона перекривала тріщину по периметру на 10-15 мм. Після цього пластину обстукують молотком, щоб вона прийняла увігнуту форму для компенсації лінійних розширень при зварюванні, а потім приварюють переривчастим швом.
Для герметизації зварювальних швів на них наноситься шар епоксидної композиції. Пробоїни можна відновлювати практично будь-якого розміру і характеру. Після усунення дефектів зварюванням сорочку охолодження блоку циліндрів відчувають на стендах на герметичність водою під тиском 4 кг / см2 протягом 2-3 хв.
При ручному холодної зварці застосовується наступне обладнання: зварювальні трансформатори ТДП -1, ТС-300, -500, ТД-300, -500; зварювальні випрямлячі ВДГ -301, -302, -303; а також однопостові зварювальні перетворювачі і агрегати ПСО -ЗОЗ -З, ПС-500 і САМ -300-2 (останній може застосовуватися для роботи на повітрі і під дощем). У цьому агрегаті застосовується генератор бризкозахисний виконання.
Тріщини на стінках водяної сорочки алюмінієвих блоків (і головок) заварюють або заплавляются аргонодугового зварюванням. У порівнянні з іншими способами ця сварка має низку переваг: надійна газова захист зварювальної ванни від впливу навколишнього повітря максимально зберігає хімічний склад металу зварних з'єднань; концентроване дію дуги забезпечує незначне жолоблення деталі; відпадає необхідність в прёдваржтельном загальному нагріванні, що значно знижує трудомісткість зварювальних робіт. Для аргонодугового зварювання застосовуються установки УДГ -301 і -501.
Отвори з зношеної або пошкодженої різьбленням відновлюють нарізуванням різьби збільшеного ремонтного розміру, заваркою отворів з наступним нарізуванням різьби номінального розміру або спіральними різьбовими вставками.

Мал. 1. Спіральна різьбова вставка (а) і її установка в отвір деталі (б)
Вставка являє собою пружну спіраль, виготовлену з дроту ромбического перетину (рис. 1). На одному кінці спіралі загнутий технологічний повідець, за допомогою якого вставку загортають в попередньо підготовлений отвір.
Технологічний процес ремонту нарізного отвору за допомогою спіральної вставки включає в себе наступні операції: розсвердлювання дефектного отвору до певного розміру, нарізування в ньому різьблення, що відповідає розміру спіральної вставки, ввертиваніе спіральної вставки і обламування технологічного повідця по насічці.
Для ремонту різьбових отворів спіральними вставками випускається спеціальний комплект, в який, крім вставок, входить інструмент: свердла, спеціальні мітчики, ключі для загортання вставок, борідки для зрубування технологічного повідця.
Виконання операцій при ремонті отворів спіральними вставками не представляє особливої складності. Дефектне отвір рассверливают, нарізають в ньому різьбу під спіральну вставку і за допомогою спеціального ключа вворачивают її в отвір, поки останній виток вставки не опиниться на 0,5 мм нижче рівня основної поверхні. Після цього в отвір вставляють борідок і зрубують технологічний повідець.
Так як у вільному стані зовнішній діаметр вставки трохи більше діаметра ремонтується отвори, то після загортання в отвір для гвинта вставка перебуває в напруженому стані і утримується в отворі досить міцно.
Практика відновлення деталей показала, що спосіб ремонту дефектних різьбових отворів за допомогою спіральних різьбових вставок є ефективним і доцільним для більшості різьбових отворів в корпусних деталях автомобіля. Винятком є сильно зношені різьбові отвори, діаметр яких більше зовнішнього діаметра вставки. Такі отвори іноді зустрічаються в блоці циліндрів (під шпильки кріплення головки блоку), в газопроводі (під шцільку кріплення фланця приймальної труби глушника), в картері зчеплення (під болти кріплення стартера).
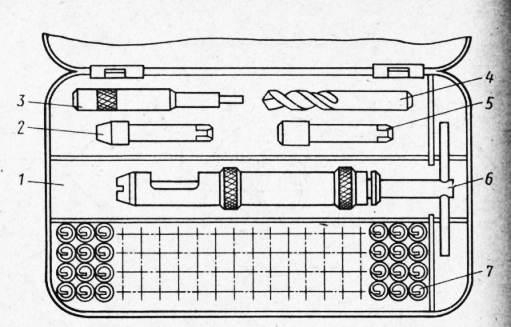
Мал. 2. Комплект пристосувань для ремонту різьбових отворів спіральними вставками: 1 - коробка; 2 - мітчик М12х 1.5Д-2-1; 3 - борідок; 4 - свердло 10; 5; 5 - мітчик М12X 1.5Д-2-11; 6-ключ; 7 - спіральні різьбові вставки
Ремонт різьбових отворів в автомобільних деталях способом постановки спіральних різьбових вставок у порівнянні з ремонтом за допомогою різьбових втулок (ввертиш) або нарізуванням нової (ремонтної) різьблення забезпечує підвищення зносостійкості різьбових з'єднань, виключає можливість заїдання ввертати деталей, значно підвищує продуктивність праці і знижує вартість .ремонт .
Зношені і деформовані гнізда під вкладиші корінних підшипників відновлюють в основному двома способами. У першому випадку зношені поверхні гнізд під вкладиші наплавляют твердим припоєм ПМЦ54 або латунню Л62 за допомогою ацетилено-кисневого пальника. Товщина наплавляемого шару 1,5-2,0 мм. Потім поверхні кришки корінних підшипників фрезерують або шліфують на глибину не більше 0,3 мм. Після цього кришки збирають з блоком циліндрів. Момент затягування болтів кріплення 11 -13 кгс-м для блоків двигуна ЗІЛ -130 і 30-32 кгс-м для ЯМЗ -238. Далі гнізда корінних підшипників растачивают в лінію під номінальний розмір на спеціальних двошпиндельних горизонтально-розточувальних верстатах. На цих верстатах растачивание гнізд корінних підшипників ведеться одночасно з розточуванням втулок розподільного вала, Одночасне растачивание забезпечує номінальне відстань між осями гнізд корінних підшипників і втулками розподільного вала.

Мал. 3. Блок циліндрів двигуна ЗІЛ -130: а - вид спереду; б - розріз по 2-му циліндру блоку
Неспіввісність марнування отворів повинна бути не більше 0,02 мм для двигуна ЗІЛ -130 на довжині блоку, а биття марнування гнізд середніх опор щодо крайніх допускається не більше 0,025 мм для двигуна ЯМЕ -238.
Менш трудомістким і найбільш перспективним способом відновлення гнізд корінних підшипників є спосіб постановки компенсуючих пластин (під вкладиші), який полягає в наступному. Перед розточування і контролем марнування блоків циліндрів болти і гайки кріплення кришок корінних підшипників повинні бути затягнуті моментом, відповідним вимогам технічних умов, які були наведені раніше. Далі проводиться одночасне растачивание гнізд корінних підшипників блоків під установку компенсуючих пластин.
Після операцій контролю і межоперационной мийки в блоках циліндрів і кришках встановлюються компенсуючі пластини, потім блок подається на збірку.
Компенсуючі пластини встановлюються в блок так, щоб вусик вкладиша входив в паз пластини і вона виступала над площиною роз'єму блоку циліндрів І кришки.
Пластини виготовляються штампуванням з стрічки високої точності, матеріал - сталь 50. Товщина пластини 0,3 мм для двигунів ЯМЕ -238 і 0,25 мм для ЗІЛ -130.
Реклама:
Читати далі: Ремонт шатунів двигуна
До атегорія: - Технічне обслуговування автомобілів