До атегорія:
Слюсарно-інструментальні роботи
Шліфувальний круг - ріжучий інструмент, який представляє собою тіло обертання, робоча частина якого містить абразивні зерна. Шліфувальні кола розрізняються по геометричній формі, розмірам, видам шліфувального матеріалу, розміром абразивних зерен, виду зв'язку (служить для закріплення абразивних зерен), структурі і твердості.
Форми перетинів шліфувальних кругів, найбільш часто вживаних в інструментальному виробництві, 'показані на рис. 1. Кола плоского прямого профілю (ПП) застосовують при круглому зовнішньому і внутрішньому шліфуванні, при плоскому шліфуванні периферією круга, при заточуванні різального інструменту, резьбошліфованіі, ручному обдирного шліфування. Плоскі круги з конічним профілем (2П) застосовують для різьбо-шліфування, шліфування шліцьових валів і зубошлі-фованія. Плоскі круги з виточенням (ПВ і ПВК) мають універсальне застосування (таке ж, як кола профілю ПП) і дозволяють одночасно шліфувати циліндричні і торцеві поверхні. Кола чашкові циліндричні (ЧЦ) застосовують для внутрішнього круглого шліфування периферією, для плоского шліфування торцем і для заточування різального інструменту. Кола чашкові конічні (ЧК) використовують для заточення ріжучих інструментів і для плоского шліфування торцем. Тарілчасті кола (Т) застосовують для заточування багатозубих ріжучих інструментів (фрез, розгорток, черв'ячних фрез). Відрізні круги (Д) використовують для відрізки заготовок з прутка.
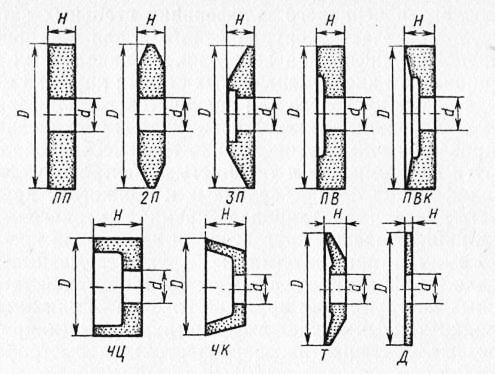
Мал. 1. Форми перетинів шліфувальних кругів
Абразивні матеріали діляться на природні і штучні. В шліфувальних кругах застосовують переважно штучні шліфувальні матеріали: електрокорунд нормальний (1А), білий (2А), хромовий (ЗА), титанистий (ЗА); монокорунд (4А); карбід кремнію чорний (5С) і зелений (6С); ельбор (Л); алмаз природний (А) і синтетичний (АС). Загальним для цих матеріалів є висока твердість.
Теплотривкість, що визначається температурою, при якій абразивний матеріал згорає на повітрі, становить для електрокорунду 1250-1800 ° С, карбід кремнію -1300-1400, ельбор -1400-1500 і алмазу - 600-700 ° С.
Кола з електрокорунду нормального застосовують для обдирного й чорнового шліфування сталевих заготовок; кола з електрокорунду білого - для чистового і оздоблювального шліфування заготовок із загартованих конструкційних і інструментальних сталей; кола з монокорунду - для чистового або напівчистового шліфування високолегованих сталей, підданих азотуванню, хромування або інший хіміко-термічній обробці; кола з хромистих і тітаністого електрокорунду - для шліфування сталей, схильних до пріжогов; грубозернисті кола з карбіду кремнію чорного - для виправлення шліфувальних кіл; кола з карбіду кремнію зеленого - для редагування алмазних кіл; алмазні кола - для шліфування твердих сплавів і заточки твердосплавних інструментів; кола з ельбор - для заточування і доведення точних і складних інструментів (наприклад, зуборізних фрез, протяжок, розгорток) зі швидкорізальної сталі.
За розмір абразивного зерна умовно приймають найменший розмір комірки сита в світлі, через які вони проходять.
За зернистості шліфувальні матеріали діляться на три групи:
1) з розмірами зерен 2000-160 мкм;
2) з розмірами зерен 125-40 мкм;
3) з розмірами зерен від 63-3 мкм.
Зв'язка з'єднує абразивні зерна і спільно з ними утворює структурну будову тіла кола і рельєф його ріжучої поверхні. Від фізико-механічних властивостей зв'язки залежать міцність кола і якість обробленої поверхні.
Розрізняють такі види зв'язки: керамічна (К), бакелітова (Б), вулканітова (В), металева (М) і ін.
Керамічна зв'язка застосовується для всіх шліфувальних кругів (і всіх видів шліфування), крім відрізних. До недоліків керамічної зв'язки відноситься її висока крихкість, тому кола на цій основі можна застосовувати при роботі з великими ударними навантаженнями, т. Е. При обдирання.
Бакелітову зв'язку застосовують в колах, призначених для силового швидкісного обдирного шліфування, відрізки, заточувальних операцій (без охолодження).
Вулканітова зв'язку (на основі синтетичного каучуку) використовують в колах, призначених для відрізних робіт, прорезки тонких пазів і для оздоблювального полірування.
Металеві порошкові зв'язки застосовують в алмазних колах, призначених для попереднього і остаточного шліфування твердих сплавів.
Під твердістю шліфування кола розуміють його властивість чинити опір порушення зчеплення між зернами і зв'язкою. За ступенем твердості кола поділяються на м'які (Ml, М2, МЗ), среднемягкіе (СМ1, см2), середні (CI, С2); среднетвердие (СТ1, СТ2, СТЗ), тверді (Tl, Т2), вельми тверді (ВТ1, ВТ2) і надзвичайно тверді (ЧТ1, ЧТ-2). У позначення ступеня твердості цифри 1, 2, 3 характеризують збільшення твердості кола. Чим твердіше коло, тим міцніше зв'язка утримує зерно. Чим твердіше шліфована заготівля, тим менш жорстким вибирають шліфувальний круг.
Кола м'які і среднемягкіе застосовуються для шліфування загартованих заготовок з вуглецевих, легованих і інструментальних сталей, а також з кольорових металів та їх сплавів; кола среднемягкіе і середні - для чистового і фасонного шліфування тих же матеріалів; кола середні і среднетвердие - для шліфування незагартована сталей; тверді кола - для чорнових обдирні операцій; вельми і надзвичайно тверді кола - для виправлення шліфувальних кіл.
При шліфуванні ріжуча поверхня кола поступово затупляется або засаливается; при цьому відбувається налипання стружки на зерна і заповнення пір, рельєф кола згладжується і коло втрачає ріжучу здатність. Відновлення геометрії і ріжучої здатності круга здійснюють за допомогою спеціальної операції - правки круга, яку виконують алмазними і безалмазнимі інструментами. До перших відносяться алмазні олівці, алмази в оправах, алмазні ролики прямого і фасонного профілю; до других - шарошки, металеві зірочки, сталеві і твердосплавні диски, шліфувальні круги високої твердості. Виправлення алмазними інструментами в порівнянні з правкою безалмазнимі інструментами забезпечує більш високу стійкість кола, знижує витрати абразиву, вимагає менше часу і підвищує якість шліфування.
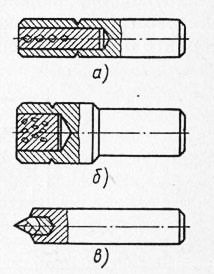
Мал. 2. Алмазні олівці з розташуванням алмазів ланцюжком (а), шарами (б) і алмаз в оправі (в)
Правку кругів по циліндричної і конічної поверхонь і по торцях виробляють алмазним олівцем. Для остаточної правки по фасонного профілю використовують алмаз в оправі. Щоб знизити витрату алмазу попередньо заправляють за профілем вручну шматком твердого карбід-кремнієвого крупнозернистого кола.