Як правило, під зварюванням розуміють з'єднання куточків, квадратного профілю, труб і інших металоконструкцій з металу щодо великої товщини, в той час як в конструкції легкового автомобіля застосовується тонколистовой профіль з різних типів сталі та алюмінію.
Найбільш затребуваним зварювальним апаратом в кузовному цеху вважається споттер, але «робочою конячкою» в будь-якому автосервісі є напівавтомат MIG / MAG. Чи всі напівавтомати підходять для роботи в автосервісі, що чекати і вимагати від напівавтомата, за якими критеріями його вибирати?
Основна помилка - це вибирати напівавтомат за значенням максимального робочого струму. Чим більше тим краще? Переконання в тому, що професійна зварювальний техніка починається після значення в 300 ампер, помилково. Такі апарати не працюють в умовах автосервісу і не прийнятні в кузовному ремонті. Чому? Давайте розбиратися.
Основні значення товщини кузова автомобіля коливаються в межах від 0,6 до 1 мм і досягають максимум в 4 мм в з'єднаннях лонжерона або порога з кузовом в багатолистові пакетному вигляді.
Комфортна зварювання тонкого листа 0,6-0,8 мм вимагає малих струмів в 15-30А. Листи товщиною в 4 мм зварюються струмом 120А. Таким чином, оптимальні робочі струми в умовах автосервісу знаходяться в межах 15-160А. Якщо тривалість зварювальних робіт перевищує 6-10 хвилин без перерви, а товщина зварювальних листів перевищує 5 мм, то необхідно вибирати більш потужні апарати. Зазвичай вони використовуються в автосервісах для вантажного транспорту або в виробництві, взагалі не пов'язаному з ремонтом автомобілів.
Зварювальний апарат за прийнятні гроші конструктивно не розрахований на однаково хорошу сварку великими струмами в діапазоні 300-400А і малими струмами в діапазоні 15-20А. Доводиться вибирати: зварювати тонкі листи металу або грубі металоконструкції. Існують промислові напівавтомати з розширеним діапазоном струмів. Але скільки вони коштують? Чи окупляться вони в авторемонті і в які терміни?
Якщо співвіднести основні значення товщини зварювальних металів з необхідним діапазоном робочих струмів напівавтомата, ми зробили перший крок у виборі правильного зварювального апарату.
Другий крок: визначення металів, з якими доведеться працювати. У кузовному ремонті - це сталь, алюміній, зрідка нержавіюча сталь.
Сварка стали. У сучасному автомобілебудуванні використовується кілька сортів стали з різними фізико-хімічними характеристиками.

Для з'єднання міцних і високоміцних сталей необхідний метод зварювання-паяння спеціальної мідно-кремнієвої дротом CuSi5 при температурі близько 900 ° С з метою збереження властивостей металів, обраних виробниками для певних деталей кузова. Цей метод був детально описаний в статті: http://www.redhotdot.ru/Article.aspx/Details/27 (Сварка-пайка).
В результаті до зварювання сталлю, алюмінієм і нержавіючої сталлю додається зварювання-паяння міддю, а точніше бронзою.
Далі, для різних видів зварювання необхідні свої настройки. Якщо зварювальний апарат забезпечений спеціальним програмним забезпеченням, то це дає можливість використовувати кілька режимів зварювання. Оператор може вибрати ту програму, яка буде відповідати заданим параметрам, наприклад: встановленої дроті (метал, діаметр), типу зварювання (переривчастий для точок або шовний).

Зварювання алюмінію. Алюмінієва дріт значно м'якше сталевий, а сам метал дуже примхливий через високу теплопровідності і швидкого окислення. Проблема протягання дроту через стандартну пальник розкрита в статті: http://www.redhotdot.ru/Article.aspx/Details/25 (Зварювання алюмінію).
На малюнках видно, чому без додаткової протягання важко досягти стабільної подачі дроту.

Напівавтомат повинен мати можливість підключення спеціального пальника, наприклад, через додаткову розетку до стандартного еврораз'ёму.
Існує думка, що інверторний зварювальний апарат значно перевершує трансформаторний за технічними характеристиками і надійності, а коштує менше. Чи так це?
Інверторний зварювальний апарат включає інверторний перетворювач, який в принципі дозволяє домогтися істотного переваги в процесі зварювальних робіт.
Перш за все, застосування инверторной технології дозволяє значно зменшити розмір трансформатора, і тим самим знизити вартість і масу устаткування. Але перш за все, це вірно для зварювання штучним електродом (зварювання ММА). У разі напівавтоматичного дугового зварювання MIG / MAG все складніше. Для повноцінної реалізації переваг инверторной технології необхідні додаткові компоненти та вузли, які істотно здорожують зварювальний апарат. Саме з цієї причини багато китайських виробники наповнили наш ринок інверторними апаратами для зварювання MIG / MAG, переробленими з ММА апаратів. Якщо такий «інверторний» апарат - «3 в 1», тобто TIG / MMA / MIG-MAG і мінімальний робочий струм для зварювання TIG дорівнює 10А, то для зварювання MIG-MAG мінімальний струм буде складати вже 40-50А, що для кузовного ремонту неприйнятно, тому що це значення занадто велике.
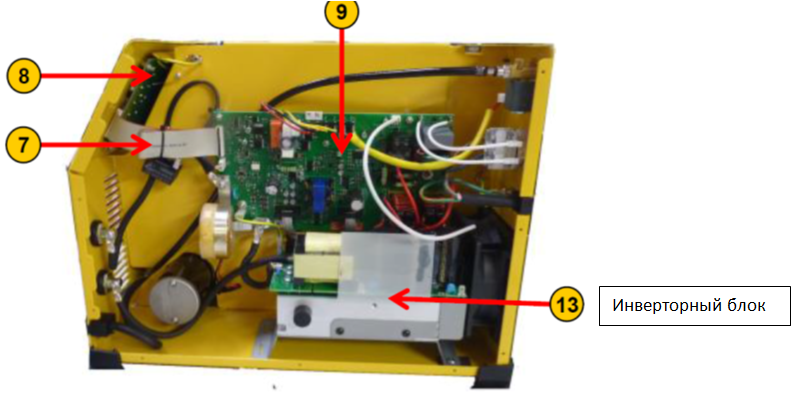
Крім того, інверторний блок вимагає активного охолодження. А ще він дуже крихкий і найчастіше приклеєний до алюмінієвого радіатора спеціальним клеєм під навантаженням, внаслідок чого вразливий для вібрації. Поломка вимагає повної заміни блоку або дорогого ремонту із застосуванням спеціального обладнання. Звідси зрозуміло, чому форуми зі зварювання рясніють повідомленнями про те, що інверторні напівавтомати виходять з ладу мало не в перші дні роботи.
Кузовний цех, де працює напівавтомат, складно назвати сприятливим середовищем. Величезна кількість пилу вкрай несприятливо впливає на електроніку, укладену в невеликому корпусі. Інверторний блок дуже боїться пилу і вологи.
Одним з достоїнств інверторних апаратів, про який згадують продавці, є стабільна робота при скачках напруги. Це є безсумнівним плюсом, особливо при відомій нестабільності напруги в гаражах. З іншого боку, досягти стабільної роботи мережі можна простим включенням в ланцюг стабілізатора напруги, і в MIG 19 ця проблема вирішена.
Найважливішим відмінністю недорогого инверторного напівавтомата від традиційного трансформаторного є жорстке початок зварювання. «Трансформатор» з якісним цифровим керуванням відразу виходить на робочий режим, м'яко набирає потужність, даючи зварнику можливість зварювати маленькими краплями, часто включаючи і вимикаючи подачу, щоб знизити температуру зварювання.
Так, інвертор дійсно «співає» під час зварювання, але ця «пісня» дає насолоду тільки на деталях товщиною від 1,5 мм і більше, на тонкому аркуші «пісня» коротка.
Інверторні блоки постійно модернізуються, стають менше, дешевше і надійніше, але пройде ще якийсь час, перш ніж такі кількісні зміни перейдуть в якість, і трансформаторні апарати будуть повністю витіснені з ринку
Чи всі напівавтомати підходять для роботи в автосервісі, що чекати і вимагати від напівавтомата, за якими критеріями його вибирати?Чим більше тим краще?
Чому?
Але скільки вони коштують?
Чи окупляться вони в авторемонті і в які терміни?
Чи так це?