Будівельні машини і устаткування, довідник
До атегорія:
Експлуатація та ремонт погрузочночних машин
Кислотні акумуляторні батареї піддаються ремонту, якщо на них виявлені тріщини, обломи стінок банок і кришок, текти електроліту, є ознаки короткого замикання різнойменних пластин, руйнування і викривлення пластин, руйнування сепараторів, при підвищеному саморозряд (більше 1% на добу). Заряджені акумулятори перед розбиранням розряджають струмом 0,1 ємності батареї до напруги 1,7 В на елемент, двічі промивають дистильованою водою.
При розбиранні знімають вивідні затискачі і межелементние перемички, просвердлюючи за допомогою трубчастих фрез кільце в місці з'єднання перемичок зі штирем. Спеціальною лопаткою видаляють мастику, знімають кришки баків і спеціальними захопленнями витягують блоки пластин. Потім блоки роз'єднують на напівблоки, видаляють сепаратори, очищають пластини. Всі деталі після розбирання промивають у ванні з проточною водою і просушують, після чого дефектуют.
Дтя видалення осаду активної маси акумуляторні посудини, блоки пластин або їх елементи (напівблоки і сепаратори) промивають на спеціальному стеллаже.Бакі перевіряють на непроникність стінок. Кришки й баки з тріщинами, відколами та іншими ушкодженнями бракують.
Пластини, покриті сульфатом більш ніж на 50%, мають викривлення більше 3 мм, з поламаною гратами, негативні пластини при наявності тріщин на 20 осередках в різних місцях або на 10 осередках, розташованих поруч, позитивні пластини при наявності розтріскування активної маси і випадання її більш ніж з семи осередків бракують. При невеликому викривленні пластини (до 3 мм) їх правлять у вологому стані під пресом зусиллям 30-35 кН.
При заміні пластин акумуляторів можна споювати старі пластини з новими, тому що потенціали з'єднаних паралельно пластин будуть вирівнюватися за рахунок більш інтенсивного розряду нових пластин, які перевантажити і швидше вийдуть з ладу.
Щоб уникнути цього пластини сортують на дві-три групи за ступенем зносу і в один полублок з'єднують пластини з приблизно однаковим станом активної маси. При ремонті нові пластини ставлять тільки в тому випадку, якщо в акумуляторі замінюють всі пластини однієї полярності.
Окремі елементи полублоков з'єднують пайкою свинцем, що забезпечує надійне електричне та механічне поєднання. Пайку полублоков здійснюють, застосовуючи водневе полум'я або нагрів електричним струмом за допомогою вугільного електрода.
Справні сепаратори з пластичних матеріалів і запобіжні перфоровані пластини промивають і сушать.
Збірку акумуляторної батареї починають з з'єднання однойменних однакової якості пластин (або нових, або були у вжитку, або відновлених) в напівблоки і приварювання їх до баретки. При необхідності на пластини попередньо приварюють вушка.
Зібрані блоки повинні щільно входити в бак батареї. Над пластинами встановлюють запобіжні щитки. Акумулятори закривають кришками, ущільнюють азбестовим шнуром, встановлюють і приварюють межелементние з'єднання і наплавляют вивідні затискачі. Потім в зазори між кришками і стінками бака заливають мастила, нагріті до температури 170-180 ° С.
Відремонтовані акумуляторні батареї заливають свіжим електролітом, підігрітим до температури 25 ° С, і ставлять на зарядку.
Зарядку батареї після ремонту виробляють при постійному струмі, величина якого і порядок зарядки визначені заводськими інструкціями. У кожну гілку ланцюга може бути включено послідовно певне число (natlк) акумуляторів, яке можна знайти із співвідношення ПАКК = t / ceTli / 2,7 (£ / мережі - напруга мережі, В, 2,7 - е.р.с. повністю зарядженого акумулятора).
В процесі зарядки необхідно періодично заміряти температуру і щільність електроліту. При рясному виділенні газів і температурі вище 44 ° С зарядний струм повинен бути знижений наполовину.
Кінець зарядки визначається постійною напругою на затискачах акумулятора і постійною щільністю електроліту, що не змінюються протягом не менше 2 год.
Заряджену після ремонту батарею піддають контрольної розрядки струмом 10-годинного розряду і при задовільних результатах знову заряджають.
Ємність відремонтованої батареї повинна бути не менше 85% номінальної.
Як джерело струму при зарядці акумуляторів доцільно застосовувати статичні зарядні агрегати - германієві, кремнієві або селенові випрямлячі.
Ремонт лужних акумуляторів практично зводиться до ремонту вулканизацией пошкоджених гумових чохлів і заварці тріщин в сталевих контейнерах. Пластмасові судини при наявності тріщин бракують.
-
Кислотні акумуляторні батареї ремонтують, якщо на них виявлені тріщини, обломи стінок банок і кришок, текти електроліту, а також є ознаки короткого замикання різнойменних пластин, руйнування і викривлення пластин, руйнування сепараторів, при підвищеному саморозряд (більше 1% на добу). Заряджені акумулятори перед розбиранням розряджають до напруги 1,7 В на елемент, двічі промивають дистильованою водою.
При розбиранні знімають вивідні затискачі і межелементние перемички, просвердлюючи за допомогою трубчастих фрез кільце в місці з'єднання перемичок зі штирем. Спеціальною лопаткою видаляють мастику, знімають кришки баків і спеціальними захопленнями витягують блоки пластин. Потім блоки роз'єднують на напівблоки, видаляють сепаратори, очищають пластини. Всі деталі після розбирання промивають у ванні з проточною водою і просушують, після чого дефектуют. Осад активної маси видаляють промиванням на спеціальному стелажі. Баки перевіряють на непроникність стінок. Кришки й баки з тріщинами, відколами та іншими ушкодженнями бракують.
Пластини, покриті сульфатом більш ніж на 50%, мають викривлення більше 3 мм, з поламаною гратами, негативні пластини при наявності тріщин на 20 осередках в різних місцях або на 10 осередках, розташованих поруч, позитивні пластини при наявності розтріскування активної маси і випадання її більш ніж з семи осередків бракують. При невеликому викривленні пластини (до 3 мм) правлять у вологому стані під пресом зусиллям 30-35 кН.
При заміні пластин акумуляторів можна споювати старі пластини з новими, тому що потенціали з'єднаних паралельно пластин будуть вирівнюватися за рахунок більш інтенсивного розряду нових пластин, які перевантажити і швидше вийдуть з ладу. Пластини сортують на дві-три групи за ступенем зносу і в один полублок з'єднують пластини з приблизно однаковим станом активної маси. При ремонті нові пластини ставлять тільки в тому випадку, якщо в акумуляторі змінюють все пластини однієї полярності.
При складанні акумуляторних батарей забезпечують установку пластин на однаковій відстані одна від одної. При необхідності до пластин попередньо приварюють вушка. Окремі елементи полублоков з'єднують пайкою: вугільний електрод з'єднують з негативним полюсом акумуляторної батареї, а деталь - з позитивним. В якості присадочного матеріалу застосовують свинець, що забезпечує надійне механічне та електричне з'єднання. Напівблоки вставляють один в інший так, щоб кожна позитивна пластина була розташована між двома негативними. Між пластинами, починаючи від середини блоку, встановлюють сепаратори.
Зібрані блоки повинні щільно входити в бак батареї. Над пластинами встановлюють запобіжні щітки. Акумулятори закривають кришками, ущільнюють азбестовим шнуром, встановлюють і приварюють межелементние з'єднання і наплавляют вивідні затискачі. Потім в зазори між кришками і стінками бака заливають мастила, нагріті до 170-180 ° С. Відремонтовані акумуляторні батареї заливають свіжим електролітом, підігрітим до 25 ° С і ставлять на зарядку. Ємність відремонтованої батареї повинна бути не менше 80% номінальної.
-
Акумуляторні батареї зі зниженою ємністю, низькою напругою або іншими несправностями, які не можуть бути усунені при технічному обслуговуванні, направляються в ремонт.
Характеристика несправностей. Деякі несправності можна усунути без розбірки батарей. До них відносяться: тріщини в мастиці, відсутність контакту між МЕМ і борному, зношені вивідні клеми, знижена ємність акумуляторів, сульфатация електродів і іноді підвищений саморозряд. Ремонт з розбиранням батарей потрібно у випадках, коли вони виходять з ладу внаслідок корозії токоотводов, опливанія активної маси, коротких замикань, обривів ланцюга всередині акумуляторів, тріщин кришок і моноблоків.
Батарею, що підлягає ремонту, очищають від пилу і бруду, піддають зовнішньому огляду і перевірці її технічного стану для визначення обсягу та характеру ремонту. Батареї добре очищаються теплим або гарячим 10% -ним розчином кальцинованої соди. Зовнішнє миття можна проводити за допомогою волосяної щітки водою, підігрітою до температури 80-90 ° С. Після мийки зовнішню поверхню батареї насухо протирають ганчір'ям.
Для визначення обсягу та характеру ремонтних робіт важливе значення має застосування єдиної термінології при описі різних дефектів. Нижче наводяться відомості про ознаки несправностей і термінах, які рекомендується застосовувати. Дефекти і несправності можна класифікувати на наступні групи: несправності моноблоків; несправності електродів; несправності сепараторів.
Несправності висновків: знос виведення, тобто зменшений діаметр внаслідок оплавлення або корозії; обрив - немає електричного контакту між висновками і блоками електродів, в тому числі і у МЕМ; розхитування висновків.
Несправності кришок і пробок: наскрізні тріщини і тріщини у висновків (кільцеві і радіальні); руйнування різьблення заливається горловини; деформація, зрив різьби пробки; пошкодження вентиляційних штуцерів.
Несправності моноблока: відколи на крайках моноблока; наскрізні тріщини стінок моноблока; розтріскування, спучування або затікання мастики.
Несправності електродів: опливаніе активної маси; сульфатация (при проведенні по поверхні електрода металевим предметом не видно металевого блиску); спікання маси негативних електродів; корозія струмовідводів; викривлення електродів.
Несправності сепараторів: «проростання»; наскрізні отвори; тріщини; обломи.
Внутрішнє замикання - напруга або ЕРС одного або декількох акумуляторів дорівнюють нулю; обрив внутрішньої ланцюга - ЕРС батареї дорівнює нулю; знижена ємність батареї, тобто ємність при 20-годинному режимі розряду менше 40% номінальної; підвищений саморозряд - розряд батареї за 14 діб перевищує 10% при температурі навколишнього повітря 20 ± 5 ° С.
Огляд і дефектовка акумуляторної батареї. Прийнята в ремонт акумуляторна батарея піддається зовнішньому огляду і перевірочним випробуванням, в результаті яких визначають необхідність розбирання батареї, обсяг і вид ремонту. Перевіряється стан моноблока, кришок, заливальної мастики, міцність кріплення МЕМ і вивідних клем з борною і свинцевими втулками.
Стан акумуляторної батареї перевіряється вольтметром класу точності не менше 0,5 зі шкалою на 3 В з ціною поділки 0,02 В; для батарей з прихованими МЕМ - вольтметром зі шкалою на 30 В з ціною поділки 0,2 В. ЕРС акумуляторної батареї повинна бути не менше 12 В.
Перевірка стану батарей може також здійснюватися вилкою навантаження - виміром напруги кожного акумулятора батареї під навантаженням. Якщо стрілка вольтметра при вимірі не відхиляється, то можна припускати коротке замикання всередині акумулятора, внаслідок чого він повністю розрядився, або ненадійний контакт між борному, містком і вивідний клемою. Акумуляторну батарею з зазначеними несправностями слід піддати розбиранні.
Місця контактів наконечників вилки з вивідними клемами акумуляторної батареї повинні бути очищені від оксидів. Навантажувальну вилку необхідно підключити до акумулятора на 5 с. Якщо напруга акумулятора батареї в процесі перевірки падає, то перевіряється акумулятор розряджений. Низькі значення напруг всіх акумуляторів батареї після заряду свідчать про її непрацездатності внаслідок зносу в експлуатації.
Пробки, що мають тріщини, відколи й зірвану різьбу, направляють в утиль. Перевіряється наявність і рівень електроліту в акумуляторах батареї, що здається в ремонт. Рівень електроліту повинен бути вище верхніх крайок сепараторів або запобіжних щитків. Відсутність електроліту дає підставу припускати наявність наскрізних тріщин в моноблоці і наявність сульфатации електродів.
За зовнішніми ознаками, показаннями навантажувальної вилки і відомостями, отриманими після заряду, визначають вид і обсяг ремонту акумуляторної батареї. Якщо батарея вимагає тільки припайки МЕМ і заливки мастикою, то вона підлягає поточному ремонту та направляється в складальне відділення. Якщо акумуляторна батарея не може бути відновлена поточним ремонтом, то вона повинна бути спрямована на розбирання для уточнення обсягу ремонтних робіт.
Розбирання акумуляторної батареї. Розбирання акумуляторних батарей слід проводити після видалення з них електроліту, для чого батарею встановлюють в ванну в перекинутому положенні на 3-5 хв. Починають розбирання з видалення МЕМ і вивідних клем. Для цього необхідно Керн центри на висновках і МЕМ акумуляторної батареї. Перемички і висновки висвердлюють спеціальним або звичайним свердлом на всю товщину до повного відділення від свинцевої втулки і борна. При несправних кришках моноблока допускається видалення МЕМ і висновків свинці-різом, ножівкою і т. П. Для збереження довжини борна перемичку і вивідні клеми свердлять трубчастим свердлом. Після виконання цих операцій треба закласти робочий кінець викрутки або іншого предмета під перемички і користуватися ними як важелем. Забороняється ударяти по цим предметам, так як це може викликати поломку кришок і моноблока. Зняті придатні перемички після промивання направляються в ремонтно-складальне відділення для повторного використання, а негідні і стружка збираються в ящик для свинцю і направляються в ливарне відділення на переплавку.
Потім слід розігріти мастику на поверхні акумуляторної батареї до температури 80-100 ° С. Для розігріву мастики батарею поміщають в відбивну піч або видаляють мастику електростамеской, яку попередньо включають в електричну мережу для нагріву до 180-200 ° С. Зняту мастику можна використовувати повторно після нейтралізації в 2-3% -ому розчині лугу або соди і промивання в чистій воді.

Мал. 1. Висвердлювання МЕМ акумуляторних батарей
Кришки з моноблока акумуляторної батареї знімають спеціальним знімачем, плавно натискаючи на його рукоятку. При відсутності знімача, кришку акумуляторного елемента можна зняти, використовуючи в якості важеля, наприклад, напилок зігнутий під кутом 90 ° з боку рукоятки. Щоб уникнути поломки кришки не слід прикладати до неї зусилля понад 5 кг. Якщо потрібно докласти зусилля понад 5 кг, слід додатково розігріти мастику. Після зняття кришок за допомогою екстрактора або іншого пристосування по черзі витягують блоки електродів з моноблока і встановлюють їх на нього похило на 2-3 хв, щоб стекли залишки електроліту. Після роз'єднання блоки електродів дефектуют і уточнюють вид і обсяг їх ремонту.

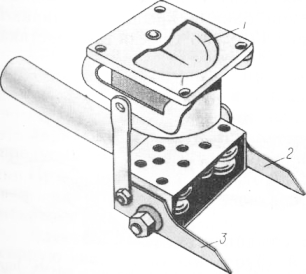
Мал. 2. Зняття кришки моноблока знімачем
1 - скоба; 2 - рукоятка; 3 - рейка; 4 -защелка; 5 - запірний кільце
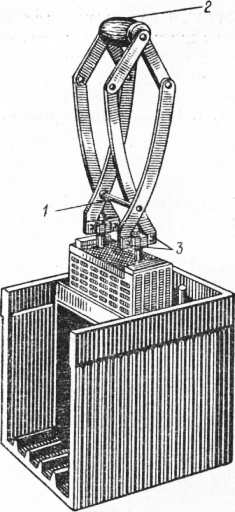
Мал. 3. Витяг блоку електродів з моноблока
1 - з'єднувальний стержень; 2 рукоятка; 3 - шарнірний захоплення.
Моноблоки, кришки і пробки повинні направлятися на мийку і дефектовку.
Розбирання і попередню дефектовку електродів виконують в спецодязі (брезентові брюки, куртка, гумові чоботи, рукавички і захисні світлі окуляри).
Дефектовка і ремонт електродів. Остаточну дефектовку електродів виконують при зовнішньому огляді. Електроди вибраковуються за таких умов: розрив однієї з рамок; тріщини на рамці, струмовідводів або злам рамки; викривлення, якщо стріла прогину більше 3 мм; наскрізні тріщини на семи осередках і більш в різних місцях або на трьох осередках поруч; наскрізне викришування активної маси з трьох осередків і більше поруч або з двох поруч під вушком; сульфатация поверхні електродів понад 20%.
Ремонт негативних електродів. Електроди ремонтують при сульфатации поверхні до 20%; поверхневому нальоті жовтого, зеленого і білого кольорів; відлам вушка; викривленні, якщо стріла прогину менше 3 мм. Напівблоки, придатні до збирання і потребують ремонту, а також напівблоки, що мають хоча б один справний електрод, направляють на мийку.
Прідатні напівблокі и напівблокі, что підлягають ремонту, промівають в дістільованої воде в течение 25- 30 хв. Если електроди будут Довго зберігатіся до Збірки, годину на промівання рекомендується збільшити вдвічі. Для Промивка напівблокі встановлюються вертикально на решітку в ванну на відстані НЕ менше 10 мм один від Іншого у напрямку руху потоку води. Негатівні електроди з поверхнево нальотом жовтого, зеленого и білого кольору во время миття очіщають жорсткий волосяний щіткою. Промитий полублок негативних електродів, що мають хоча б один придатний електрод, розбирають, випилюючи придатні електроди з містка баретки ножівкові полотном для металу або будь-яким іншим способом так, щоб зберегти довжину ушков електродів.
Під час експлуатації акумуляторної батареї активна маса негативних електродів розбухає і на їх поверхні з'являються бульбашки. Якщо такий електрод поставити в акумулятор, він швидко вийде з ладу. Тому перед установкою негативні електроди необхідно обпресувати, для чого кожен електрод обкладають з двох сторін газетним папером і укладають стопкою по 5-10 шт, прокладаючи між електродами металеві прокладки товщиною не менше 7 мм. Папір під час пресування запобігає потраплянню оксидів заліза в активну масу електродів і, крім того, добре поглинає вологу. Підготовлену таким чином стопку електродів обпресовують протягом 30 з будь-яким пристроєм, що забезпечує зусилля близько 5 т. Від зусилля пресування залежить термін служби електродів і їх ємність.
Мал. 4. Негативний електрод після розбирання акумулятора
З дослідів відомо, що при зусиллі пресування 3 т ємність електродів становить 104% їх номінальної ємності, при зусиллі 5 т -97%, а при зусиллі 7 т ємність електродів зменшується до 74% їх номінальної ємності. Якщо зусилля пресування складе менше 3 т, то виявиться, що термін служби негативних електродів буде менше терміну служби позитивних електродів, і акумуляторна батарея вийде з ладу раніше встановленого терміну.
Негативні електроди допускається обпресовувати тільки один раз, так як при повторному пресуванні кількість активної маси зменшується і електрод не матиме необхідної ємності. Опресовані електроди повторно промивають в дистильованої воді, використовуючи волосяну щітку для змивки викришуються з токоотводов частинок активної маси. Невиконання цієї операції призводить до того, що в зібраної після ремонту батареї ці частинки скупчуються на дні осередків моноблока у вигляді шламу.
Промиті негативні електроди знову оглядають і дефектуют, а потім сушать. Під час сушіння активна маса негативних електродів, що складається з губчастого свинцю, інтенсивно окислюється киснем повітря і електроди нагріваються. Для запобігання розтріскування активної маси сильно нагріті електроди, над якими виділяється пар, поміщають на 1 - 2 хв у холодну дистильовану воду. Після охолодження їх знову просушують. У виняткових випадках негативні електроди допускається збирати в напівблоки відразу ж після промивання, без сушіння.
Електроди, що мають укорочені вушка, після сушки направляють на операцію напайки вушок. При цьому електрод потрібно укласти в шаблон, попередньо зачистивши металевою щіткою кромки наварюють вушка, полум'я пальника підвести до вушка електрода і нагріти його кромки до плавлення. Чи не відводячи полум'я від кромки вушка, швидко направляют.в нього свинцевий пруток, який, плавлячи, заповнює шаблон і вушко до номінальних розмірів. Потім електрод виймають з шаблону і обпилюють вушко до товщини, рівної товщині електрода.
Ремонт позитивних електродів. Електроди ремонтують при сульфатации поверхні менше 20%; розбуханні активної маси на глибину менше 0,5 мм і менше 20% поверхні електродів; лущення і утворення бульбашки активної маси на глибину менше 0,5 мм і менше 20% поверхні електродів; відлам вушка електрода; викривленні електрода, якщо стрілка прогину менше 3 мм. Напівблоки, придатні до збирання і потребують ремонту, а також напівблоки, що мають хоча б один справний електрод, направляють на мийку.
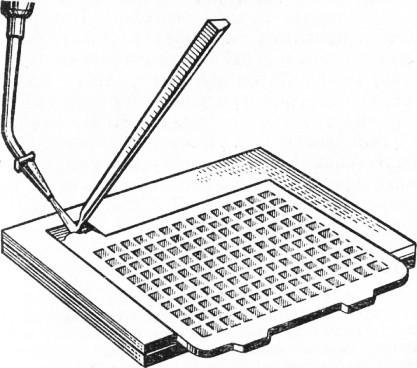
Мал. 5. Напайку вушка електрода
Придатні напівблоки і напівблоки, що підлягають ремонту, встановлюють в ванну вертикально на решітку на відстані 10 мм один від одного і промивають протягом 25-30 хв потоком циркулюючої дистильованої води. Напівблоки електродів з набряклої активною масою, з лущенням і утворення бульбашки цієї маси попередньо розбирають і ретельно очищають в воді, застосовуючи волосяну щітку. Напівблоки з частково Сульфатовані електродами після мийки направляються безпосередньо на збірку. Допускається відправляти на збірку придатні електроди відразу після миття без сушіння якщо вони будуть використані на збірці не пізніше наступної доби.
Розбиранні піддають напівблоки, електроди яких вимагають ремонту. Браковані електроди відокремлюють від містка баретки за допомогою пиляльного полотна по металу або будь-яким іншим способом. Пошкоджені електроди направляють на правку. Електроди правлять тільки у вологому і зарядженому стані безпосередньо після миття. Потім ці електроди обпресовують таким же чином, як зазначено при описі ремонту негативних електродів. Зусилля пресування збільшують зі швидкістю не більше 0,5 т / хв. Після опресування стопку електродів знімають з преса, видаляють прокладки, перевіряють справність електродів і направляють на мийку. Після сушіння напівблоки і окремі електроди направляють на складання. Електроди з відламаними і укороченими вушками направляють в напайку.
Дефектовка і ремонт моноблоків, кришок і пробок. Вивчення стану акумуляторних батарей в експлуатації показало, що повторне використання моноблоків (за винятком моноблоків, виготовлених з поліетиленової композиції) не рекомендується. Використання справних моноблоків, що вийшли з ладу по природному зносу, можливо, але при цьому не можна гарантувати тривалий термін їх служби. Не рекомендується також проводити їх ремонт, так як надійність таких моноблоків гарантувати не можна. Однак в практиці іноді виникає необхідність в ремонті моноблоків. Моноблоки, кришки і пробки повинні ретельно промиватися струменем чистої води із застосуванням волосяної щітки. Шлам, зібраний в ванні, підлягає здачі на бази Вторкольормет. На моноблоке допускаються відколи на кутах глибиною до 2 мм, загальною площею 1 см2; відколи на ребрах обробки глибиною до 2 мм, загальною площею 5 см2. Кришки моноблока не повинні мати тріщин, сколів, пробоїн, зривів або зносів різьблення в отворі.
Пробки акумуляторних батарей не повинні мати тріщин, сколів, зривів або зносів різьблення. Вентиляційні отвори в пробках повинні бути прочищені. Наявність старої мастики на поверхні моноблока і кришок не допускається. Моноблоки, кришки і пробки повинні висушуватися. Сушка моноблока, кришок і пробок проводиться на стелажах при температурі 15-20 ° С протягом 3-4 год. Для прискорення процесу допускається виробляти їх сушку в шафах при температурі не вище 60 ° С.
Наскрізні тріщини моноблоків закладаються. Для цього просверливаются отвори діаметром 3 мм на кінцях тріщини, і вона обробляється під кутом 90-120 ° на глибину 4 мм.
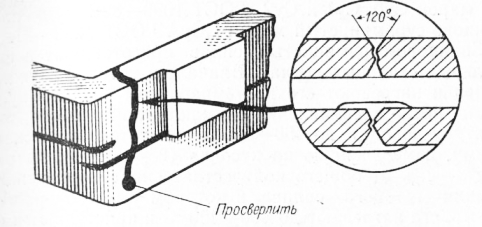
Мал. 6. Оброблення тріщин в ебонітового моноблоке
На кожні 100 г епоксидної смоли необхідно додати 10-15 г дибутилфталата. Потім в цю суміш додають 50 г асфальтопековой борошна (наповнювач), яку отримують з матеріалу вибракувати моноблока. Суміш ретельно перемішують. У готову суміш додають 8-10 г поліетиленполіамін (затверджувач) і ретельно перемішують. Приготований клей зберіганню не підлягає.
На основі стіракріл. Відміряють необхідну кількість Стир-акрилу ТШ і розчинника і ретельно перемішують. На кожні 100 г стіракріл необхідно додати 75 г розчинника. Приготований клей зберіганню не підлягає.
На основі полістиролу. В 1 л етилацетату або розчинника КР-36 розчиняють 300 г полістиролу. У щільно закритому посуді клей можна зберігати тривалий час.
При закладенні тріщин клей наносять на всю оброблену поверхню і просушують моноблок до затвердіння клею. Тріщину, оброблену з двох сторін, заклеюють також по обидва боки. Температура сушіння допускається в межах від 15 до 60 ° С. Місце скдейкі зачищають. Шви з внутрішньої сторони моноблока повинні бути зачищені врівень. Моноблок слід перевіряти на електропроніцаемость.
Приготування сплаву, виливок свинцевих деталей і паяльних прутків. В акумуляторної майстерні в ливарному відділенні виробляють виливок МЕМ, борнов і свинцевих прутків, використовуваних в якості припою при складанні батарей. Ці деталі відливають з свинцево-вмістом сурми. Для приготування сплаву застосовують свинець марок CI, С2 і СЗ ГОСТ 3778-77 і сурму марок Суо, Су 1 і СУ2 ГОСТ 1089-82Е або сплав свинцево-сурм'янистий марки ССуА ГОСТ 1292-81.
Свинцево-сурм'янистий сплав готують в спеціальних сталевих котлах. Спочатку в котел завантажують свинець і нагрівають його до температури 400 РС. Через 15 хв після розплавлення знімають шар оксидів, температуру доводять до 450-500 ° С і в котел завантажують сурму, подрібнену на шматочки (25-30 мм), з розрахунку 3-4% від загальної кількості свинцю. При використанні готового сплаву, в якому вже міститься сурма, його нагрівають до 400-450 ° С і приступають до виливка деталей або прутків. Для зменшення окислення металу і вигоряння сурми поверхню сплаву в котлі покривається шаром деревного вугілля.
Перед відливанням деталей поверхні ливарних форм готують шляхом покриття їх теплоізоляційної суспензією. При литві деталей форми нагрівають до 120-160 ° С. Нагрівання може бути здійснений самим сплавом, який попередньо заливають у форму і залишають там на кілька хвилин. Для виливки деталей сплав зачерпують з котла ручним черпаком і заливають форму до повного заповнення ливникової системи. Переконавшись, що сплав в формі повністю затвердів, форму відкривають і з неї виймають деталь. При зачерпиваніі сплаву необхідно стежити за тим, щоб в ківш не були частки вугілля або шлаку, так як це може привести до дефектів лиття. Заливку сплаву в форму слід проводити швидко, безперервним струменем, до повного заповнення форми. Перерви в заливці деталі ведуть до утворення спаїв і шлюбу відливається деталі.
Не допускаються такі дефекти відлитих свинцевих деталей, як тріщини, недолив, шаруватість, усадка, раковини і задирки.
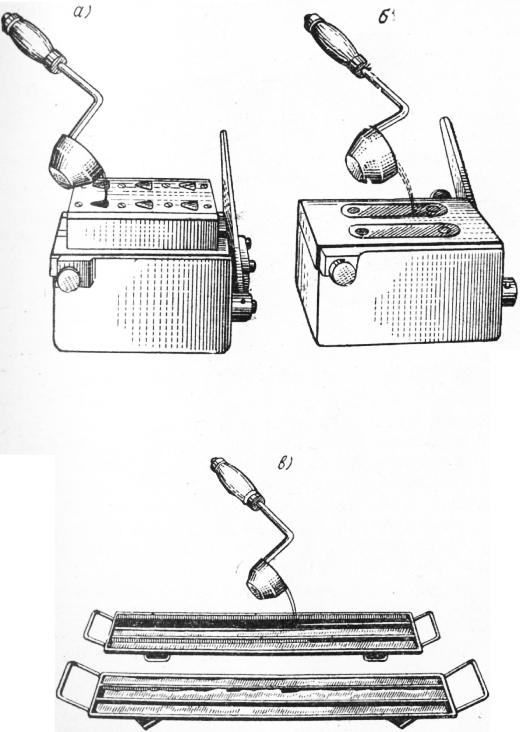
Мал. 7. Відливка свинцевих деталей:
а - виливок боріов; б - виливок МЕМ; в - виливок прутків
-
Перевірка і розбирання. Характерні несправності акумуляторних батарей: прискорений саморозряд; руйнування сепараторів; короб ня, коротке замикання, сульфатация і руйнування пластин; обломи контактних наконечників; тріщини і відколи в боках і кришках; спучування, відшаровування і пошкодження заливальної мастики.
Акумуляторні батареї, що надійшли в ремонт, очищають від забруднень і піддають зовнішньому огляду. При тріщинах в кришках і баках, спученні і відшаруванні мастики батареї розбирають і ремонтують. Якщо цих дефектів немає, вимірюють ступінь розрядженого батарей, рівень і щільність електроліту.
Рівень електроліту перевіряють скляною трубкою наступним чином. Опускають один кінець трубки в отвір кришки до упора, щільно закривають верхній кінець пальцем руки і трубку виймають. Висота електроліту в трубці вкаже його рівень над пластинами батареї - він повинен бути в межах від 10 до 15 мм. Денсиметром для перевірки щільності електроліту в акумуляторах батареї:
Мал. 9. Здатність навантаження вилка ЛЕ-2:
При щільності електроліту нижче 1,2 або при розрядці хоча б одного акумулятора до напруги нижче 1,4 В батарею розбирають і ремонтують. Якщо напруга в батареї вище 1,4 В, батарею піддають контрольної зарядці. Коли акумулятори погано приймають заряд, тобто відбувається швидке падіння напруги після зарядки, або напруга одного з акумуляторів нижче 1,6 В, це вказує на сульфатацію, ураження електричним струмом чи випадання активної маси пластин. Така батарея також підлягає розбиранню і ремонту.
Перед розбиранням несправну, але заряджену акумуляторну батарею розряджають струмом, рівним 0,1 номінальної ємності до напруги 1,7 В. Розрядка необхідна для запобігання швидкого руйнування негативно заряджених пластин. Потім зливають електроліт (його не можна використовувати повторно).
Межелементние з'єднання при розбиранні батарей знімають спеціальним трубчастим свердлом. Мастику видаляють мастікоудалі-телем з електричним підігрівом до температури 180 ... 200 ° С або застосовують спеціальний ковпак, за допомогою якого підігрівають мастику електричним способом і видаляють її дерев'яною лопаткою. Нагрівати мастику паяльною лампою забороняється.
За допомогою знімача знімають кришки акумуляторів і спеціальними захопленнями витягують блоки пластин. Блоки роз'єднують на напівблоки позитивних і негативних пластин, видаляють сепаратори = і очищають пластини від залишків зруйнованих сепараторів.
Пластини з координованої або зруйнованої гратами, спученої і випала активною масою, а також з сильною крупнозернистой суль-фатаціей вибраковують. Напівблоки пластин, придатні для ремонту або які не підлягають ремонту, промивають протягом 1 ... 2 год проточною водою у ванні з кислотостойкого матеріалу.
Баки очищають, ретельно промивають і перевіряють на герметичність.
Відновлення деталей та збирання акумуляторних батарей.
Кришки й баки з тріщинами або зламами зазвичай вибраковують. Допускається відновлення незначних тріщин клеями на епоксидної основі або карбинольной з додаванням 2% -ної азотної кислоти.
Перед закладенням кінці тріщини засверливают, а з країв знімають фаски.
Пошкоджені пластини правлять під пресом, поміщаючи їх між двома дошками, або металевими пластинами. Обламані вушка наплавляют в спеціальному шаблоні електрозварюванням вугільним електродом і свинцевим прутком.
Сепаратори з мипора і міпласта без тріщин і пошкоджень використовують повторно. Сепаратори з дерева і скловолокна вибраковують.
Вивідні штирі, баретки і межелементние з'єднання виготовляють відливанням в розбірних формах (кокілях) з матеріалу вилучених деталей.
Збірку акумуляторних батарей починають з полублоков пластин на спеціальному пристрої. Напівблоки вставляють один в інший так, щоб кожна позитивна пластина знаходилася між двома негативними. Сепаратори, починаючи від середини блоку, вставляють ребристою стороною до позитивної пластині. Зібрані блоки повинні щільно входити в відділення бака батареї. При необхідності їх ущільнюють постановкою сепараторів між стінками і блоком. Акумулятори закривають кришками і ущільнюють їх азбестовим шнуром. На вивідні штирі блоків пластин надягають і приварюють межелементние з'єднання і за допомогою спеціальних шаблонів наплавляют вивідні клеми. Простір між стінкою бака і кришкою заливають мастикою, нагрітої до температури 170 ... 180 ° С. Склад мастики з суміші: 73 ... 78% нафтового бітуму № 5 і 27 22% авіаційного або машинного масла.
У зібрану акумуляторну батарею заливають електроліт щільністю 1,22 ... 1,25 до нормального рівня і витримують протягом 4 ... 6 год для просочення пластин електролітом. Потім знову перевіряють рівень електроліту і при необхідності доливають його.
На зарядку батарею встановлюють з електролітом, температура якого не вище 30 ° С. Зарядний струм повинен відповідати технічним умовам для батарей даної марки; зазвичай він береться в межах 0,1 номінальної ємності батареї. Під час зарядки температура електроліту не повинна перевищувати 45 ° С.
Закінчення зарядки визначають зі щедрого газовиділення ( «кипіння») або по постійній напрузі на клемах акумуляторів за останні 2 ч зарядки. Після зарядки перевіряють щільність електроліту і при необхідності вирівнюють її у всіх акумуляторах до нормальної (1,280 ... 1,285) при температурі 25 ° С.
Для перевірки ємності батарею піддають 10-годинному режиму розрядки до напруги 1,7 В на одному з акумуляторів і потім знову заряджають з цього ж режиму. Ємність відремонтованої акумуляторної батареї повинна бути не менше 90% номінальної.
Безпека праці при ремонті акумуляторних батарей.
Свинець і його сплави дуже отруйні і в будь-якому вигляді (пари, пил) можуть викликати отруєння організму. Сірчана кислота, потрапляючи на шкіру людини, викликає сильні опіки, а пари її шкідливі для здоров'я. Крім того, сірчана кислота роз'їдає бавовняну тканину. Водень, що виділяється при зарядці батарей, в суміші з киснем повітря вибухонебезпечний. Тому для забезпечення безпечної роботи передбачають наступні основні заходи безпеки.
Робоче місце по ремонту і зарядки акумуляторів ізолюють від інших приміщень і обладнають надійної загальної припливно-витяжної та місцевої вентиляції.
Робочих-акумуляторників забезпечують спецодягом: грубошерстнимі костюмами, прогумованими фартухами, калошами, гумовими рукавичками та захисними окулярами.
Плавлять свинець і виготовляють деталі в витяжній шафі.
Зарядні агрегати встановлюють поза приміщенням, а освітлення передбачають у вибухонебезпечному виконанні.
При зарядці акумуляторів не можна користуватися відкритим вогнем або застосовувати електроприлади, які можуть викликати іскріння.
Не можна використовувати скляний посуд, тому що вона може лопнути від нагрівання теплотою, що виділяється при змішуванні сірчаної кислоти і води. Кислоту або електроліт, що потрапили на шкіру, нейтралізують 10% -ним розчином питної соди у воді або змивають сильним струменем води.
Реклама:
Читати далі: Технічне обслуговування вантажних машин
До атегорія: - Експлуатація і ремонт погрузочночних машин