- Процедура точкового зварювання
- Режими точкового зварювання
- Вимоги до електродів
- Саморобний зварювальний апарат
- Схеми складання апарату
- основний агрегат
- конструкція електродів
- Органи управління
Про процедуру зварювання чули навіть діти. Однак не всі знають, що існує багато різновидів зварювальних процесів із застосуванням різних енергоносіїв, без яких неможливо обійтися. Існує один вид зварювання, який використовується найчастіше домашніми майстрами - точкове зварювання. Якість зварювального з'єднання буде залежати від набутого досвіду, який в основному складається в дотриманні необхідної тривалості токового імпульсу на основі візуального спостереження за зварений точкою.
зміст:
- Процедура точкового зварювання
- Режими точкового зварювання
- Вимоги до електродів
- Саморобний зварювальний апарат
Процедура точкового зварювання
Точкове зварювання використовують в промисловості і домашніх умовах. У промисловості точкове зварювання застосовується при зварюванні листових заготовок зі сталі різних марок, кольорових сплавів і металів різної товщини, профільних заготовок (швелерів, двотаврів, куточків) і пересічних стержнів. У побуті саморобна точкове зварювання незамінна при ремонті побутової техніки, різноманітних роботах з кабелем, алюмінієм або лагодженням кухонного начиння.
Процес точкового зварювання складається з декількох етапів. У потрібному положенні поєднуються з'єднуються деталі, поміщаються між електродами і притискаються між собою. Після цього деталі нагрівають до стану пластичності і піддають пластичного деформації.
При застосуванні автоматичного обладнання в промислових умовах частота зварювання нерідко досягає 600 точок в хвилину. Для якісної точкового зварювання в домашніх умовах рекомендується підтримувати на незмінному рівні швидкість переміщення електродів і забезпечувати певну величину тиску і контакт деталей, що з'єднуються.
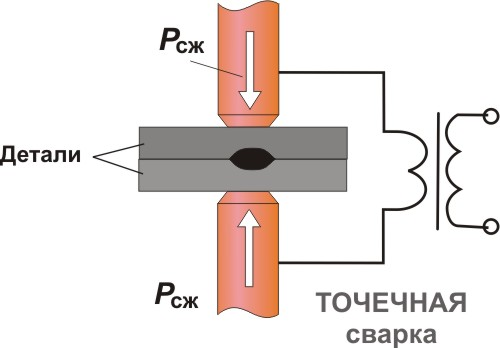
Деталі нагріваються завдяки проходженню зварювального струму в якості короткочасного імпульсу, що відрізняється тривалістю близько - 0,01 0,1 секунд, залежно від умов зварювання. Подібні імпульси відповідають за розплавлення металу в області дії електродів і формування загального рідкого ядра деталей, діаметр якого становить 4 - 12 міліметрів.
Після того, як імпульс струму деталі припинить дію, деталі будуть утримуватися протягом деякого часу, щоб розплавлене ядро змогло охолонути і кристалізуватися. Як і будь-які технологічні процеси, технологія точкового зварювання характеризується достоїнствами і недоліками.
До її переваг відносять механічну міцність точкових швів і високу економічність, а також можливість автоматизації зварювального роботи. Значним недоліком є неможливість забезпечення герметичності зварювального шва.
Режими точкового зварювання
Тривалість нагріву змінюється від тисячних часток до декількох десятків секунд і залежить від потужності апарату і умов зварювання. При зварюванні виробів із сталей, які схильні до загартування і утворення тріщин, наприклад, вуглецевої сталі, рекомендується збільшити час нагрівання, щоб уповільнити подальше охолодження металу.
Зварювання виробів з нержавіючих аустенітних сталей рекомендується виконувати навпаки, з невеликою тривалістю нагріву. Це прийнято робити для запобігання ризику нагріву зовнішньої поверхні точок з'єднання до певних температур структурних перетворень, що тягне за собою порушення антикорозійних властивостей зовнішнього шару металу.

Певний тиск між електродами забезпечує надійний контакт деталей в місцях з'єднання. Значення тиску залежить від різновиду, що зварюється і товщини деталей, що з'єднуються. Рівень тиску після нагрівання має велике значення, тому що його величина відповідає за забезпечення дрібнозернистої структури металу в місці зварювання, а міцність точок з'єднання стає ідентичною міцності базового металу.
За допомогою притиску деталей під час проходження зварювального імпульсу можна забезпечити формування близько розплавленого ядра ущільнюючого паска, який перешкоджає виплеску розплавленого матеріалу з області зварювання. Щоб поліпшити кристалізацію розплавленого металу, рекомендується розтискати електроди через кілька секунд після того, як пройшов зварювальний імпульс.
Вимоги до електродів
Електроди, які застосовуються для точкового зварювання своїми руками, повинні гарантувати міцність в інтервалі робочої температури, високу тепло- і електричну провідність, а також легкість процесу механічної обробки.
Відповідають подібним вимогам спеціальні бронзи з включенням кадмію або кобальту, холоднокатана електролітична мідь, сплави міді з вмістом хрому і сплави на вольфрамової основі.
Мідь за значеннями електричної і теплопровідності істотно перевершує бронзу і її сплави, але за показником зносостійкості гірше в 5 - 7 разів. Тому для виготовлення електродів найкращим сплавом виступає сплав виду ЕВ, який з себе являє практично чисту мідь, в складі якої присутні близько 0,7% хрому і близько 0,4% цинку.
Для зменшення зносу електродів, які застосовуються при точковому зварюванні, рекомендується практикувати їх інтенсивне охолодження водою. Якість ручної точкового зварювання залежить від вибору діаметру електродів. Діаметр точок з'єднання повинен в 2-3 рази перевищувати товщину найбільш тонкого елемента з'єднання.
Саморобний зварювальний апарат
Для точкового зварювання в домашніх умовах необхідно виготовити спеціальний апарат. Саморобні сварочніка володіють різною конфігурацією - від невеликих переносних моделей до досить габаритних апаратів точкового зварювання. У домашніх умовах зазвичай прийнято використовувати настільні версії, що застосовуються для зварювання кольорових і чорних металів.

Схеми складання апарату
Основна маса схем збірки апарату - невеликі схеми точкового зварювання, які містять мінімальну кількість потрібних деталей. Правда, виготовлені таким способом апарати не відрізняються високою потужністю, але два листа заліза, товщина яких 0,2 міліметра, або металеві дроти, вони зможуть зварити.
Перед виготовленням апарату для точкового зварювання необхідно згадати закон Ленца-Джоуля: коли електричний струм проходить по провіднику, кількість тепла, що виділяється в провіднику, є прямо пропорційним опору провідника, квадрату струму і часу, протягом якого струм протікав по провіднику. Це означає, що якщо струм становив 1000 Ампер, на погано виконаному з'єднанні і тонких проводах буде губитися більше енергії приблизно в 10000 разів, ніж при електричному струмі 10 Ампер. Тому якістю електричного кола нехтувати не можна.
Основою всієї роботи подібного апарату є створення електричного імпульсу, проварюють 2 частини металевої деталі. Для цього вам знадобиться невеликий трансформатор, підключіть до його нижньої обмотці зварювану деталь, а до вторинної - електрод.
Не можна з'єднувати трансформатор з харчуванням безпосередньо, для цього застосовується спеціальний випрямляючий міст з тиристором. Для створення необхідного імпульсу в апарат потрібно додатково встановити ще одне джерело, що складається з ще одного випрямного моста і трансформатора. Електричний струм буде збиратися в конденсаторі, який і служить збіркою і творцем імпульсу.
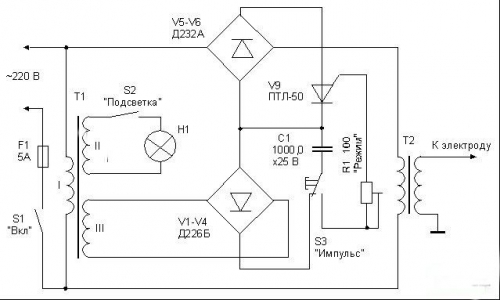
Щоб спрацював саморобний апарат точкового зварювання, натисніть на рукоятці пістолета кнопку «імпульсу», яка відповідає за відкриття ланцюга конденсатора-резистора, що спровокує їх розрядження через електрод. Подивіться відео про точковому зварюванні, щоб зрозуміти, як це робиться правильно.
Тиристор в цьому ланцюзі буде виступати в якості катода, що замикає випрямний міст трансформатора №1. Поки конденсатор не розрядиться повністю, тиристор знаходиться у відкритому стані. Після цього відпустіть кнопку «імпульс» відпустити, і конденсатор зарядиться заново. І все буде повторюватися за цією ж схемою.
Якщо потрібен більш потужний апарат точкового зварювання, то ви зможете його виготовити своїми руками за допомогою все тих же деталей і вузлів: тиристора напівпровідникового, трансформатора зварювального та реле часу. Правда, знадобиться для цього більш потужний трансформатор. А певні вузли повинні мати зовсім інші технічні характеристики.
основний агрегат
Найпростішим у виготовленні є зварювальний апарат змінного струму з нерегульованим показником сили струму. Управління робочим процесом здійснюється за допомогою зміни тривалості електричного імпульсу - із застосуванням реле часу або за допомогою вимикача вручну.
Основною складовою частиною будь-якого обладнання для точкового зварювання є силовий трансформатор, який володіє великим коефіцієнтом трансформації, що допомагає забезпечити великий зварювальний струм. Найкраще для цього скористатися приладом серійного виробництва, наприклад, ОСМ - 1.
Залиште первинну обмотку трансформатора без зміни, пам'ятайте, що вона повинна містити не менше 200 витків. Замініть вторинну обмотку на більш потужну, рекомендується використовувати провід ПВ З - 50 або ПЗВ 2 / 1,9.

Також подібний трансформатор ви зможете зробити з трансформатора від мікрохвильової печі. Такі трансформатори характеризуються великою потужністю і доступністю. До того ж ціна точкового зварювання вийде низькою. Одного трансформатора від мікрохвильовки вистачить для саморобного апарату витонченою зварювання, що буде зварювати виключно сталеві листи, товщина яких становить 1 міліметр.
Якщо вам потрібен більш потужний апарат, то ви можете використовувати два трансформатора або більше. Якщо є два однакових трансформатора, можете їх об'єднати в одне джерело струму для роботи з товстими металами. Подібним чином можна поєднувати і більше, ніж два трансформатора, якщо це дозволяє мережа.
Але пам'ятайте, що занадто потужний трансформатор викликає значне падіння напруги в мережі, обумовлює блимання лампочок, спрацьовування запобіжників і скаргами сусідів. Тому потужність саморобного апарату для точкового зварювання зазвичай обмежується значеннями, що забезпечують силу зварювального струму в межах 1000-2000 Ампер. Брак сили струму можна компенсувати за допомогою збільшення часу зварювального циклу.
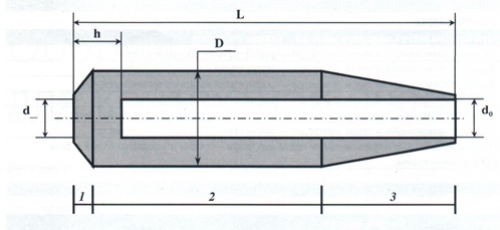
конструкція електродів
Як електроди прийнято використовувати стрижні з міді. Чим товщі ви візьмете електрод, тим краще. Добре, якщо діаметр електрода буде не меншим, ніж діаметр проводу. Для саморобних не дуже потужних апаратів підходять жала від паяльників великої потужності. Періодично рекомендується підточувати електроди, тому що вони втрачають свою форму. Електроди з часом повністю сточуються і вимагають заміни.
Довжина проводу, який йде від трансформатора до електрода, повинна бути мінімальною. Пам'ятайте, що повинно бути мінімальна кількість з'єднань, тому що на кожному з'єднанні здійснюється втрата потужності. На обидва кінці кабелю бажано надіти мідні наконечники для з'єднання з електродами і установки точкового зварювання.

Наконечники спаяти з проводом, його жили теж спаяти. Справа в тому, що в місці контактів з часом, а може і при першому запуску, відбувається окислення міді, яке призводить до зростання опору і великих втрат потужності, через що ваш апарат точкового зварювання може і зовсім перестати зварювати.
Через великого діаметру наконечника для проведення й самого проводу їх непросто спаяти, однак це завдання можна полегшити за допомогою покупки луджених наконечників для пайки. Неспаянние з'єднання наконечників і електродів теж створюють опір і окислюються, але так як потрібні знімні електроди, то при заміні кожного разу отпаивать старі наконечники і припаювати нові незручно.
Зробіть нижній електрод нерухомим і ізолюйте його від кріпильних болтів і щічок шайбами і клейкою стрічкою. Щоб закріпити електроди в власниках, можна використовувати два болта або латунні шайби. Тримачі з електродами розведіть пружиною у вихідне положення. Саморобний зварювальний апарат для точкового зварювання в мережу підключається за допомогою автоматичного вимикача, який розрахований на струм не менше 20 Ампер.
Органи управління
Єдині органи управління - вимикач і важіль. Між електродами сили стиснення має бути достатньо для забезпечення контакту деталей між електродами. Пам'ятайте, що чим товще листи, які ви зварюєте, тим сила стиснення повинна бути більше. Занадто велике зусилля притиску у саморобних приладів можна створити затискачем - важільним і важільно-гвинтових. Можливі й інші методи, які вимагають різного устаткування.
Вимикач необхідно встановлювати в ланцюг первинної обмотки, так як в ланцюзі вторинної обмотки присутній великий струм, а вимикач додатково створює опір. Вимикач в ситуації важільного притискного механізму необхідно монтувати на важелі, щоб можна було тиснути на важіль однією рукою і включати струм. А другою рукою будете притримувати зварюються деталі.
Вимикати і вмикати зварювальний струм потрібно виключно при стислих електродах, інакше виникне інтенсивне іскріння, яке призводить до підгоряння електродів. Рекомендується використовувати процедуру примусового охолодження апарату за допомогою вентилятора. При відсутності вентилятора необхідно постійно здійснювати контроль температури трансформатора, електродів, струмопроводів і робити перерви для запобігання їх перегріву.
Таким чином, сьогодні покупка зварювального апарату - невелика проблема. У будь-якому спеціалізованому магазині ви зможете відшукати апарат точкового зварювання різної потужності від різних виробників. Однак не всі апарати відповідають вимогам, які пред'являються домашніми майстрами. А щоб зібрати самостійно такий апарат, достатньо всього лише поцікавитися, як зробити точкове зварювання, приготувати схему апарату, вузли та деталі для зборки, а також паяльник.