Пикер поєднує лазерну зварювання з одностороннім додаток притискного зусилля. Пикер LSS-2 можна встановлювати на координатної системі з одним ступенем свободи або на робота з декількома ступенями свободи. Пикер LSS-5 встановлюється на робота, що забезпечує повну гнучкість при зварюванні тривимірних деталей. LSS-5 використовує вдосконалені лазерні модулі і джерело живлення, що забезпечує підвищений ККД> 40%, і важить всього 20 кг. Система LSS-5 буває двох видів: з лазером потужністю до 2 кВт (контролер з вбудованим чиллером) і з лазером потужністю до 4 кВт (окремий чиллер).
Характеристики
Сварка деталей з одностороннім доступом Програмований затиск для тривалої відтворюваності Монтаж на повзун або на робота Підвищена міцність і жорсткість з'єднань Потужність до 4 кВт Компактний лазер і система управління в одному корпусі Повторювана обробка, багатошарові з'єднання Скорочений час обробки Вага, кг 40 Довжина зварного шва, мм Макс. 40 Амплітуда хитань (гойдання), мм ± 1 Частота (частота хитань), Гц 1-25 Швидкість зварювання, мм / с Макс. 50 Фокусна відстань, мм 250 або 300 Споживання стисненого повітря, л / хв 250 (під час роботи) Закрити Вага, кг 400 Довжина хвилі 1070 Режим роботи Безперервний / модульований Номінальна вихідна потужність, кВт Макс. 4 Діаметр плями променя, мкм 125, 250, 375, 500 Пікова споживана потужність, кВт <14 (без чилера) Розміри контролера, довжина x ширина x висота 806 x 856 x 1517 Закрити LSS-2. Захоплення лазера. Технічні дані захоплення
Пикер поєднує лазерну зварювання з одностороннім додаток притискного зусилля. Пикер LSS-2 можна встановлювати на координатної системі з одним ступенем свободи або на робота з декількома ступенями свободи. Пикер LSS-5 встановлюється на робота, що забезпечує повну гнучкість при зварюванні тривимірних деталей. LSS-5 використовує вдосконалені лазерні модулі і джерело живлення, що забезпечує підвищений ККД> 40%, і важить всього 20 кг. Система LSS-5 буває двох видів: з лазером потужністю до 2 кВт (контролер з вбудованим чиллером) і з лазером потужністю до 4 кВт (окремий чиллер).
Характеристики
Сварка деталей з одностороннім доступом Опція Smart Welding Монтаж на робота ККД перетворення електричної енергії в оптичну> 40% Потужність до 4 кВт Вбудований чиллер з 2-кіловатної моделлю Повторювана обробка, багатошарові з'єднання Захисна система блокування джерела живлення Контроль якості зварювання в реальному часі і запис даних кожного зварного шва 2 кВт 4 кВт Вага, кг 20 Довжина зварного шва, мм Макс. 40 Амплітуда хитань (гойдання), мм ± 1 Частота (частота хитань), Гц 1-25 Швидкість зварювання, мм / с Макс. 50 Фокусна відстань, мм 250 або 300 Споживання стисненого повітря, л / хв 250 (під час роботи) Закрити Вага, кг 200 400 Довжина хвилі 1070 Режим роботи Безперервний / модульований Номінальна вихідна потужність, кВт Макс. 2 Макс. 4 Діаметр плями променя, мкм 125, 250, 375, 500 Пікова споживана потужність, кВт <5 <14 (без чилера) Розміри контролера, довжина x ширина x висота 804 x 605 x 1479 806 x 856 x 1517 Закрити LSS-5. Автоматичний захоплення лазера. Технічні дані захоплення
Ручні лазерні зварювальні кліщі LSS -3 виробництва IPG дозволяють виконувати зварювання шва вручну. Вони призначені для досвідченого виробництва, дрібносерійного виробництва і ремонту автомобільних кузовів з часто змінюваними параметрами, для яких потрібно ручне управління. Ручні зварювальні кліщі LSS-3 поєднують в компактному корпусі лазерну зварювання з додатком притискного зусилля до 3 кН і вихідною потужністю лазера до 4 кВт. LLS-3 можна використовувати для різноманітних матеріалів і в якості заміни точкового зварювання, з такими перевагами як регульоване зусилля затиску, підвищена міцність і жорсткість деталі, більш висока швидкість процесу, значно зменшена ширина відбортовки і мінімальна трудомісткість. LSS-3 виконує лазерний зварений шов до 4 см завдовжки.
Характеристики
Сварка, яка виконується вручну Опція Smart Welding Потужність до 4 кВт ККД перетворення електричної енергії в оптичну> 30% Технологія лазерного зварювання з затискачем Лазерна система класу 1 * Контроль якості зварювання в реальному часі і запис даних кожного зварного шва Компактний управління лазером і кліщами в одному корпусі
* Блокуючий огорожа повинна розташовуватися на мінімальному безпечній відстані 1 метр.
Вага, кг 45 Регульоване стискуюче зусилля, кН 0,8-3,0 Ширина розкриття, мм 130 Довжина зварного шва, мм Макс. 40 Амплітуда хитань (гойдання), мм ± 1 Частота (частота хитань), Гц 1-25 Швидкість зварювання, мм / с Макс. 50 Фокусна відстань, мм 250 або 300 Споживання стисненого повітря, л / хв 250 (під час роботи) Закрити Вага, кг 400 Довжина хвилі 1070 Режим роботи Безперервний / модульований Номінальна вихідна потужність, кВт Макс. 4 Діаметр плями променя, мкм 125, 250, 375, 500 Пікова споживана потужність, кВт <14 (без чилера) Розміри контролера, довжина x ширина x висота 806 x 856 x 1517 Закрити LSS-3. Ручний лазерний кроковий привід. Технічні дані ручний
Роботизовані зварювальні кліщі LSS -2
Ручні зварювальні кліщі LSS -3
Волоконно-лазерний кроковий привід для формування зварного шва замість точкового зварювання
Бюджетний інструмент на базі лазера для звичайних методів зварювання
Андреас Зайферт і Клаус Крастел, IPG Laser GmbH, Бурбах, Німеччина
Контактна точкове зварювання в великосерійному виробництві автомобільної індустрії відома вже багато років. Технологія лазерного зварювання для цього завдання почала застосовуватися більше 20 років тому, проте вона досі не змогла захопити більшу частину ринку, хоча сучасні програми лазерного зварювання володіють такими перевагами.
- Висока швидкість обробки (більш короткий час циклу).
- Підвищена міцність компонентів завдяки більш довгим швам і що виходить в результаті більш високої жорсткості на.
- Порівняно з зусиллям і витрат з сучасними системами контактного електрозварювання.
- Реалізація більш високих вимог по техніці безпеки за менші гроші.
Одним з переваг контактного електрозварювання (RSW), в порівнянні з лазерним зварюванням, є технологія з вбудованими зажимами, яка майже нічого не коштує, а також те, що безпечний корпус не такий складний, не займає багато місця, і тому дешевше.
Лазерний кроковий привід для формування швів (LSS) від компанії IPG Laser GmbH, розроблений в останні роки, поєднує в собі переваги швидкого процесу лазерного зварювання і компоненти вбудованих затискачів.
Новий інструмент вбудовується в стандартний роботизований модуль лазерного пристрою класу 1, а це значить, що його можна використовувати на виробничих лініях без додаткових механізмів лазерної захисту.
Закрити
Принцип лазерного крокової приводу для формування швів (LSS) полягає в тому, що не вимагає обслуговування волоконний лазер поєднується з простим затискним пристроєм, в якому переміщення по осях Х-Y здійснюється за допомогою вбудованої зварювальної головки. Щоб використовувати потужність лазера, корпус повинен контактувати з компонентом, що підлягають зварюванню, що гарантуватиме лазерну безпеку (рис. 1).
Лазерну зварювання з функцією поперечного переміщення або без неї (± 1 мм) можна виробляти в діапазоні, який визначається корпусом (стандарт = 40 мм). Найпростіша реалізація - це LSS, встановлений, наприклад, на шостий осі промислового робота (з вантажопідйомністю 50 кг). Робот переміщує LSS в потрібне положення для зварювання. У цьому положенні він встановлюється на компонент виключно силою робота. Під компонентом, в діапазоні зварних швів, встановлюється нерухомий механізм, службовець противагою або опорою (рис. 1).
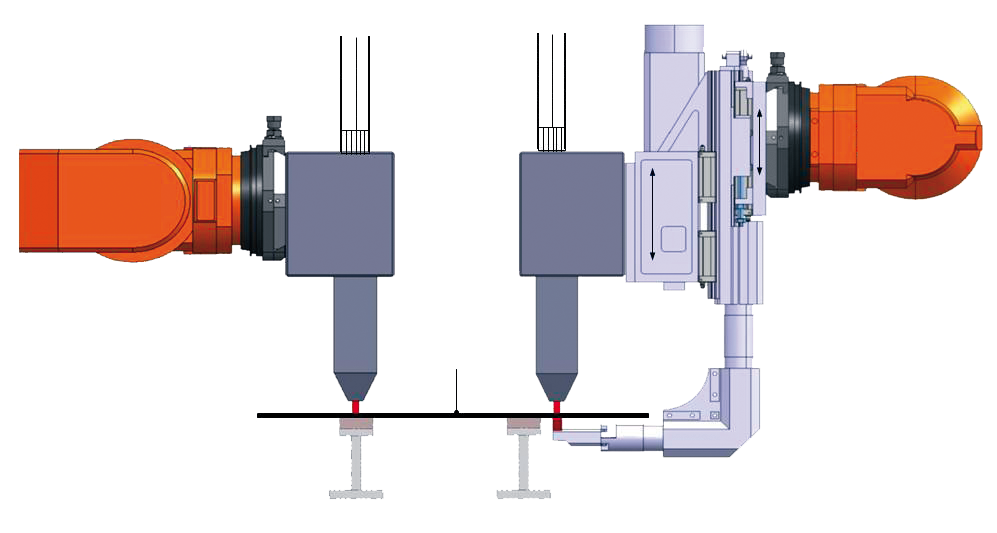 Мал.1.
Мал.1. Лазерний кроковий привід для формування швів представлений тут з «захопленням» (зліва) і зварювальними кліщами C-gun (праворуч)
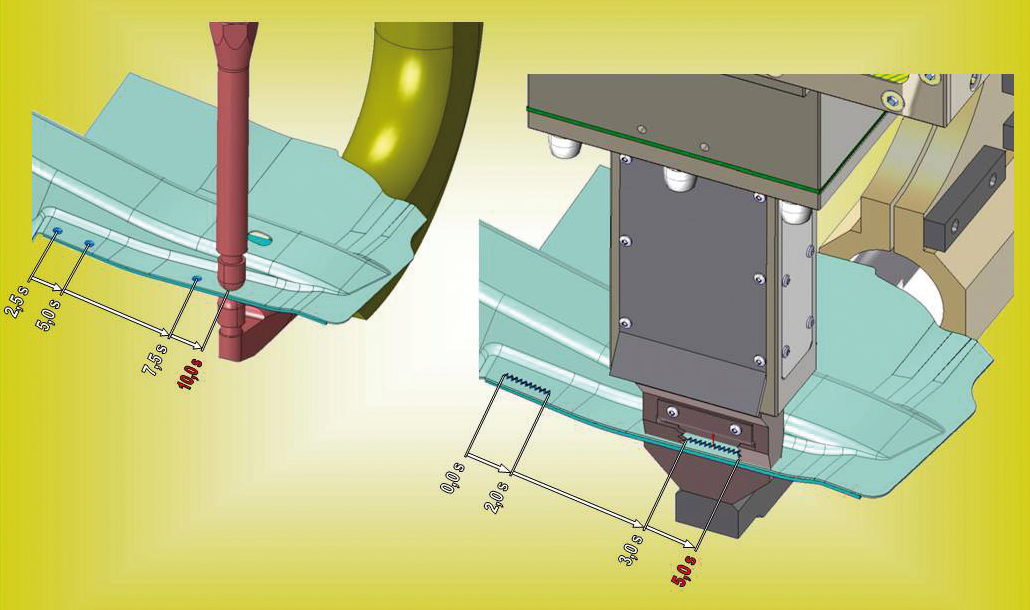
Під час типовий крокової операції (зварений шов - 30 мм, вільне місце - 30 мм, зварений шов - 30 мм) лазерний зварений шов можна прокладати зі швидкістю зварювання близько 30 мм / с кожні 1,7-2,0 с (рис. 2 ).
Блок LSS встановлюється на направляючий пристрій з сервоприводом. Це аналогічно зварювальним кліщів для електрозварювання з компенсуючим модулем (рис. 1). Ця версія дозволяє, наприклад, промислового роботу переміщати модуль на зварювальну позицію і забезпечувати контакт з легко програмованим зусиллям. Нижній механізм, що належить кліщів C-gun (рис. 1, справа), використовується в якості противаги і додаткового захисту від ненавмисного відбитого назад лазерного випромінювання.
Сварка з контрольованим зусиллям лазерної зварювальної системи (від 0,5 до 3 кН) забезпечує більшу точність (зазор <0,2 мм), обов'язкову для лазерного зварювання. Компенсуючий модуль системи компенсує допуски, які стосуються стану і геометрії компонентів. Все що додаються в системі зусилля сполучення (від 0,5 до 3 кН) прикладаються виключно інструментом лазерного зварювання; робот для цього не потрібно. При типовій операції лазерний шов накладається кожні 1,7-2,0 с.
Мал.2.Контактна електрозварювання в порівнянні з лазерним зварюванням з модулем LSS
Типовим застосуванням цієї системи є складальні вузли з листового металу на автомобільних виробничих лініях перед фарбуванням (рис. 3), які до теперішнього часу збиралися з численними звареними крапками. Один лазерний кроковий шов довжиною близько 30 мм може замінити дві зварювальні точки до типового відстанню 30 мм.
Час циклу для 30 точок контактного зварювання - близько 75 с. Якщо точкове зварювання замінити лазерної шовного зварюванням описаним вище способом, знадобиться всього 15 лазерних зварювальних швів. Час циклу можна скоротити до підсумкових 37 с. Додаткові переваги полягають в тому, що LSS займає менше місця на підлозі і вимагає менших вкладень капіталу в порівнянні з контактною електрозварюванням.
Базова версія лазерного крокової приводу для шовного зварювання призначена для лінійної шовного зварювання до 40 мм, крім того, додатково можна підключити функцію поперечного переміщення з попередньо встановленою частотою 3-30 Гц, щоб розширити зварений шов до 2 мм.
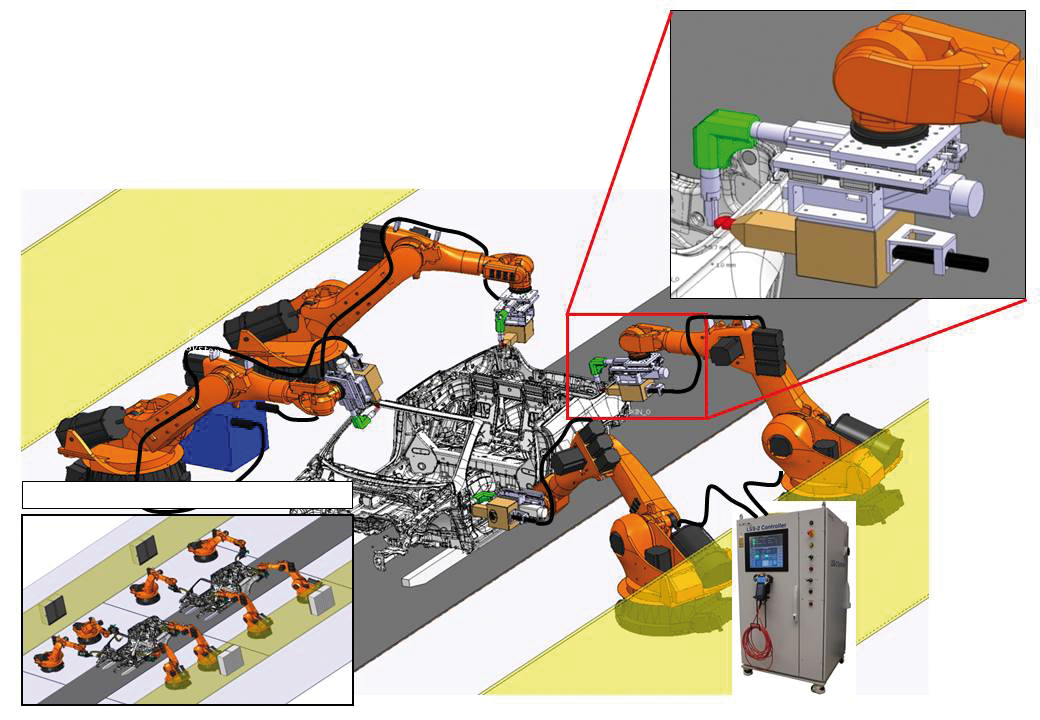 Мал.3.
Мал.3.
Блоку LSS з волоконним лазером потрібно всього один роботизований модуль, в той час як для точкового електрозварювання в тій же операції потрібні два роботизованих модуля
При використанні унікальних функцій цієї системи сумарні виробничі витрати знижуються до мінімуму. Оскільки LSS є безпечним лазерним пристроєм, що використовують стандартний роботизований модуль, немає необхідності в складних і дорогих корпусах з лазерним захистом. Система забезпечує притиснення для з'єднання зварювальних металевих пластин із заданою силою. Це знижує традиційно високі вимоги до додаткового притиску під час стандартної лазерного зварювання, а також до технічного обслуговування цих компонентів. Спеціально передбачений повітряний потік в блоці LSS забезпечує Наддовга термін служби кришки, що захищає зварювальний інструмент. Волоконний лазер і модуль LSS не вимагають обслуговування; система контролюється апаратними блокуваннями і стандартними системами шин. Можна вибирати встановлені параметри: довжину зварювання (від 10 до 40 мм), швидкість, потужність лазера, нахил і т. Д., Що робить програмування простим і легким. Можна використовувати додатковий ручний модуль LSS для прототипування, що дозволяє швидко виготовляти зварні деталі без використання робота. Це дає OEM-виробникам і постачальникам критичне перевага за термінами виведення деталей і платформ на ринок.
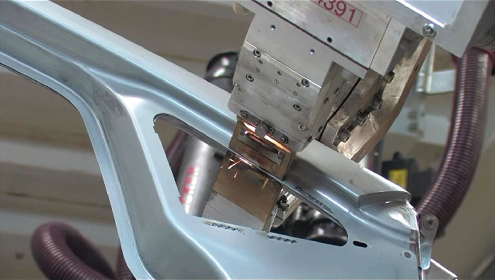
Мал.4. Модуль проходить випробування в процесі виготовлення трикутного вікна двері автомобіля

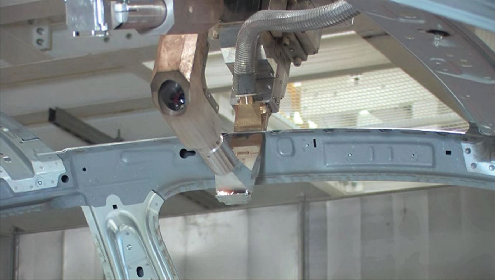
Модуль проходить випробування в процесі виготовлення двері автомобільної продукції; зварюється з'єднання центральної стійки з порогом Рис. 6. Модуль проходить випробування при виготовленні рами даху автомобіля Закрити
 Мал.7.
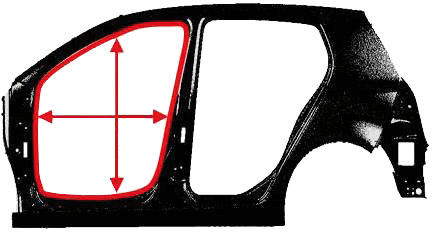
Мал.7.Оптимізація вхідних даних і ваги Рис. 8. Оптимізація ваги
Пропрацювали більше чотирьох років на повністю автоматизованому автомобільному заводі, лазерні крокові приводи для зварних швів (LSS) тепер використовуються в безлічі завдань. Одним із застосувань є зварювання внахлест з різними комбінаціями матеріалів. Це може бути оцинкована сталь або високоміцна сталь, а також нержавіюча сталь або алюміній (наприклад, в судо- і вагонобудівній галузях). Унікальна конструкція верхньої і нижньої губок дозволяє зменшити фланці з 15 мм (необхідних при контактної електрозварювання) до 10 і навіть 6 мм.
Це забезпечує:
- значно більший кут огляду, наприклад в разі передніх стійок і дверей;
- великі площі на вході автомобіля (збільшується на 8%), див. рис. 7;
- зниження ваги (загальна довжина - 14 200 мм; скорочення площі поперечного перерізу на 6 мм; загальна товщина 2,8 мм → 1,87 кг), див. рис. 8.
Закрити
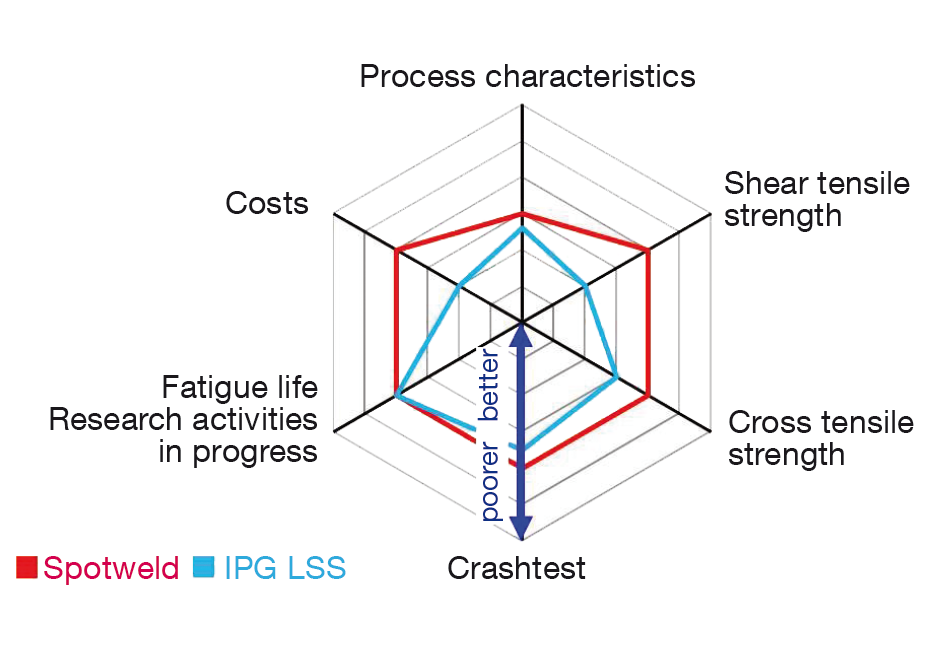
Спільно з компанією INPRO (інноваційна компанія, що спеціалізується на передових виробничих системах в автомобільній індустрії в Берлінському університеті, співпрацює з компаніями Daimler AG, Volkswagen AG, Siemens AG, ThyssenKrupp Technologies і SABIC Venture BV) було проведено порівняння технології з'єднань точкової електрозварювання та лазерного зварювання з кроковим приводом для зварного шва в режимі хитного променя. При цьому враховувалися фізичні і технологічні особливості, поведінка самої деталі, параметри руйнування і економічні аспекти.
На рис. 9 представлена підсумкова оцінка розглянутих факторів для лазерного зварювання з блоком LSS (синя лінія) і точкового електрозварювання (червона лінія). Лінія ближче до середини, відповідна лазерної зварюванні, дає кращий результат. Загальні технічні результати показують, що хитний шов, зроблений новим зварювальним модулем, порівняємо з точковою електрозварюванням або перевершує її за параметрами і виконується удвічі швидше. Результати економічного порівняння показують сумарне зниження вартості продукції на 6-10 відсотків у разі повністю автоматизованого виробництва 800 одиниць в тризмінному режимі.
 Мал.9.
Мал.9.
Загальна оцінка порівняння процесів Закрити Волоконно-лазерний кроковий привід для формування зварного шва замість точкового зварювання